

- Value Stream Mapping (VSM) je alat koji se koristi unutar Lean metodologije za vizualni prikaz svih aktivnosti uključenih u isporuku proizvoda, od početka do kraja. Cilj VSM-a je identificirati i eliminirati gubitke u procesima, kako bi se poboljšala efikasnost i povećala vrijednost za kupca.
VSM prikazuje: fizički tok materijala, tok informacija, sve aktivnosti u procesu, s podacima o vremenu ciklusa, vremenu čekanja, vremenu dodane vrijednosti, broju angažovanih radnika, količini, zalihama itd.
Ključni ciljevi VSM-a su: utvrditi razliku između aktivnosti koje dodaju vrijednost i onih koje to ne čine, pronaći uska grla u proizvodnji: zastoje i viškove, te stvoriti poboljšanu verziju toka [2].
Korištenje mapiranja toka vrijednosti (VSM) uključuje nekoliko osnovnih koraka uz poštivanje principa:
- odabir procesa ili proizvoda – odabrati jedan tok vrijednosti, a ne sve odjednom,
- formiranje tima – uključivanje zaposlenika iz različitih funkcija koje su dio procesa,
- prikupljanje podataka na licu mjesta i mapiranje stvarnog toka, kreiranje postojećeg stanja procesa,
- analiza i identifikacija nedostataka,
- prijedlog za poboljšanje toka vrijednosti,
- akcioni plan i implementacija,
- praćenje i kontinuirana optimizacija.
2.1 Primer primene VSM-a u proizvodnoj kompaniji
Studija slučaja se odnosi na tipičan ciklus od narudžbe kupca do isporuke: Kupac šalje narudžbu → odjeljenje za planiranje → nabavka materijala → rezanje → zavarivanje → farbanje → kontrola kvalitete → isporuka.
VSM će pokazati:
- Gdje postoji zastoj (npr. čekanje materijala)
- Koliko dugo traje svaki korak,
- Gdje se formiraju zalihe,
- Koji koraci dodaju vrijednost kupcu, a koji ne.
Identifikacija problema praktičnim primjerom odnosi se na:
- Nabavka traje 2 dana, skladište nema jasno definisane minimalne zalihe – rashodovanje je Čekanje materijala → rješenje ovog problema primjenom Lean metode – Just-In-Time.
- Višak zaliha gotovih zavarenih elemenata za montažu – rasipanje prostora i uticaj na kvalitet proizvoda zbog neadekvatnog skladištenja, povećanje troškova zbog zaštite u međuskladištu → rješenje ovog problema – Smanjenje skladištenja putem Pull sistema.
- Defekti i prerada, kontrolom je utvrđeno da je 12% komada napravljeno sa greškom, od čega se 5% može preraditi, a 7% je škart – radi se o raspodjeli troškova u smislu materijala i vremena završne obrade → Rješenje ovog problema – Poka-Yoke sistemi za prevenciju grešaka.
- Neefikasno korištenje rada, raspored radnih mjesta, skladišta alata i međufaznih skladišta takvog rasporeda koji zahtijeva stalno kretanje radnika, transport materijala internim transportom, čekanje radnika na sljedeću operaciju – Rasipanje troškova, rasipanje vremena, rasipanje radne energije… → rješenje ovog problema je Lean raspored i standardizacija.

U gornjem primjeru, najveći rasipanje je očigledno čekanje na nabavku materijala, višak zaliha gotovih zavarenih elemenata za montažu, zatim troškovi u smislu materijala i vremena završne obrade, te neefikasno korištenje radne snage, raspored radnih mjesta, što je rezultiralo time da je operacija zavarivanja usko grlo u ovom toku vrijednosti.
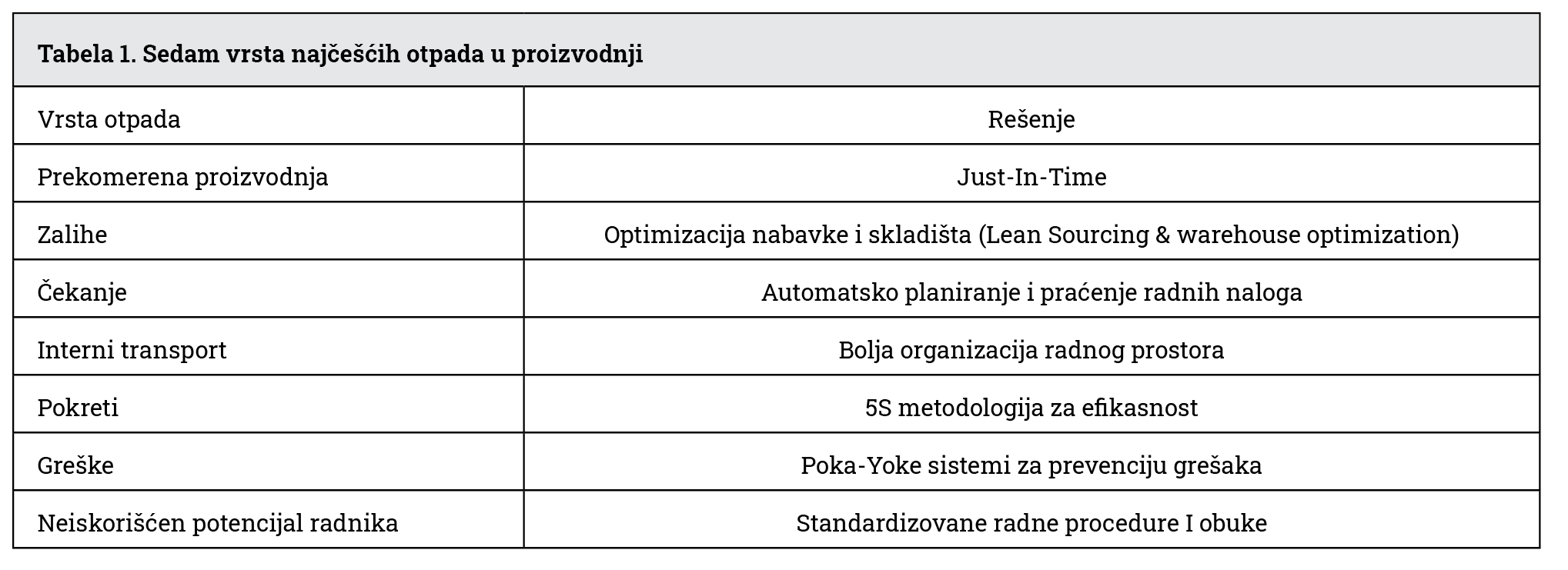
Dakle, u poređenju sa sedam vrsta koje se najčešće susreću u proizvodnim pogonima, kao što je prikazano u Tabeli 1, uočava se da su svi uočeni otpadi u posmatranoj kompaniji tipični.
5S je Lean metoda porijeklom iz Japana, koja se koristi za organizaciju i standardizaciju radnih prostora radi povećanja efikasnosti, produktivnosti i sigurnosti.
Naziv 5S potiče od pet japanskih riječi koje počinju slovom “S”, kao što je prikazano na Slici 2.
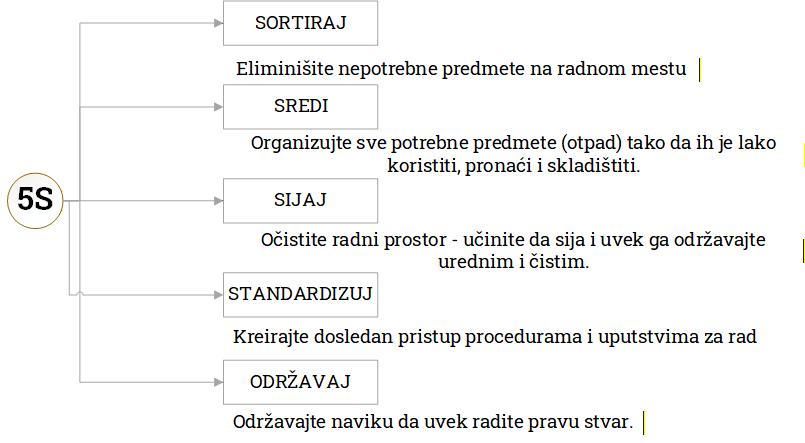
Primjena 5S metode ima za cilj eliminaciju gubitka vremena i prekomjerne potrošnje resursa, povećanje produktivnosti i kvaliteta rada, poboljšanje sigurnosti na radu, bolju motivaciju i zadovoljstvo zaposlenih.
Često se navodi da se 5S metoda koristi isključivo za uređenje radnog prostora, posebno u proizvodnim organizacijama. Međutim, iskustveni doprinos metode u rješavanju otpada pri radu na računaru je loša organizacija radne površine, loša organizacija prostora na serveru, što rezultira gubitkom vremena u potrazi za potrebnim informacijama ili dokumentima.
Međutim, najveća korist od primjene 5S je u proizvodnim kompanijama, gdje analiza situacije često pokazuje da se određena skladišta, materijali i alati koji se koriste nalaze na neadekvatnom mjestu, tako da se mnogo vremena gubi na isporuku obratka ili obezbjeđivanje alata. S druge strane, radna mjesta koja su preopterećena nepotrebnim materijalima ili dokumentima, osim što nisu sigurna za rad, gube vrijeme tražeći određene elemente za rad na aktivnostima koje doprinose povećanju vrijednosti.
Ova jednostavna metoda se vrlo često praktikuje u procesu optimizacije procesa u skladu s planom implementacije.


